Wir sind spezialisiert auf das Wasserstrahlschneiden von Metall: Werkzeugstahl, Edelstahl und Aluminium.
Sie brauchen präzise und ökonomisch effiziente Stahl- oder Alu Zuschnitte?
Trennschnitt oder komplex nach Zeichnung geschnittene Teile? Kein Problem.
Wir stehen Ihnen als Spezialist in Sachen Stahl, Werkzeugstahl, Edelstahl und Aluminium gern beratend und ausführend zur Seite.
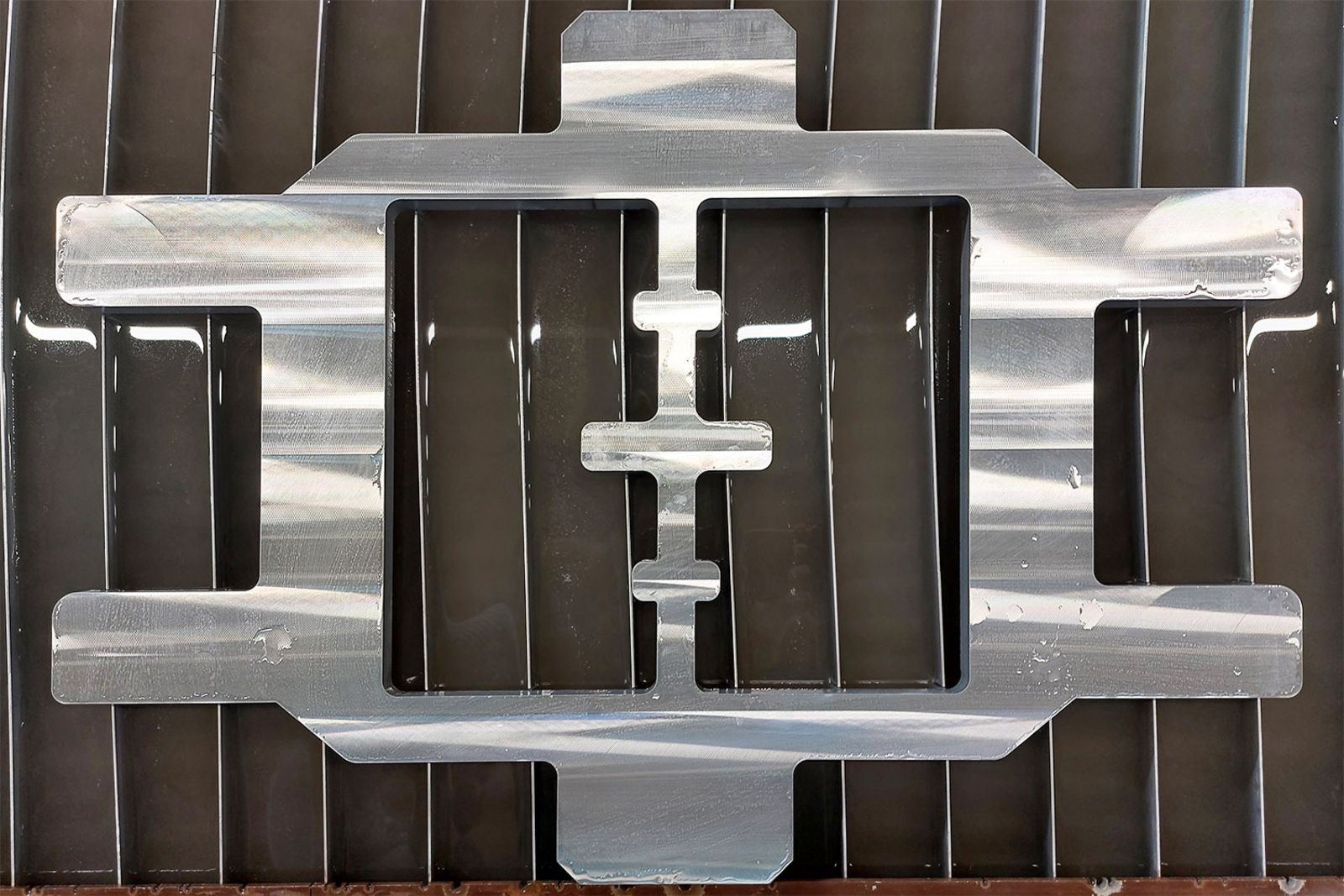
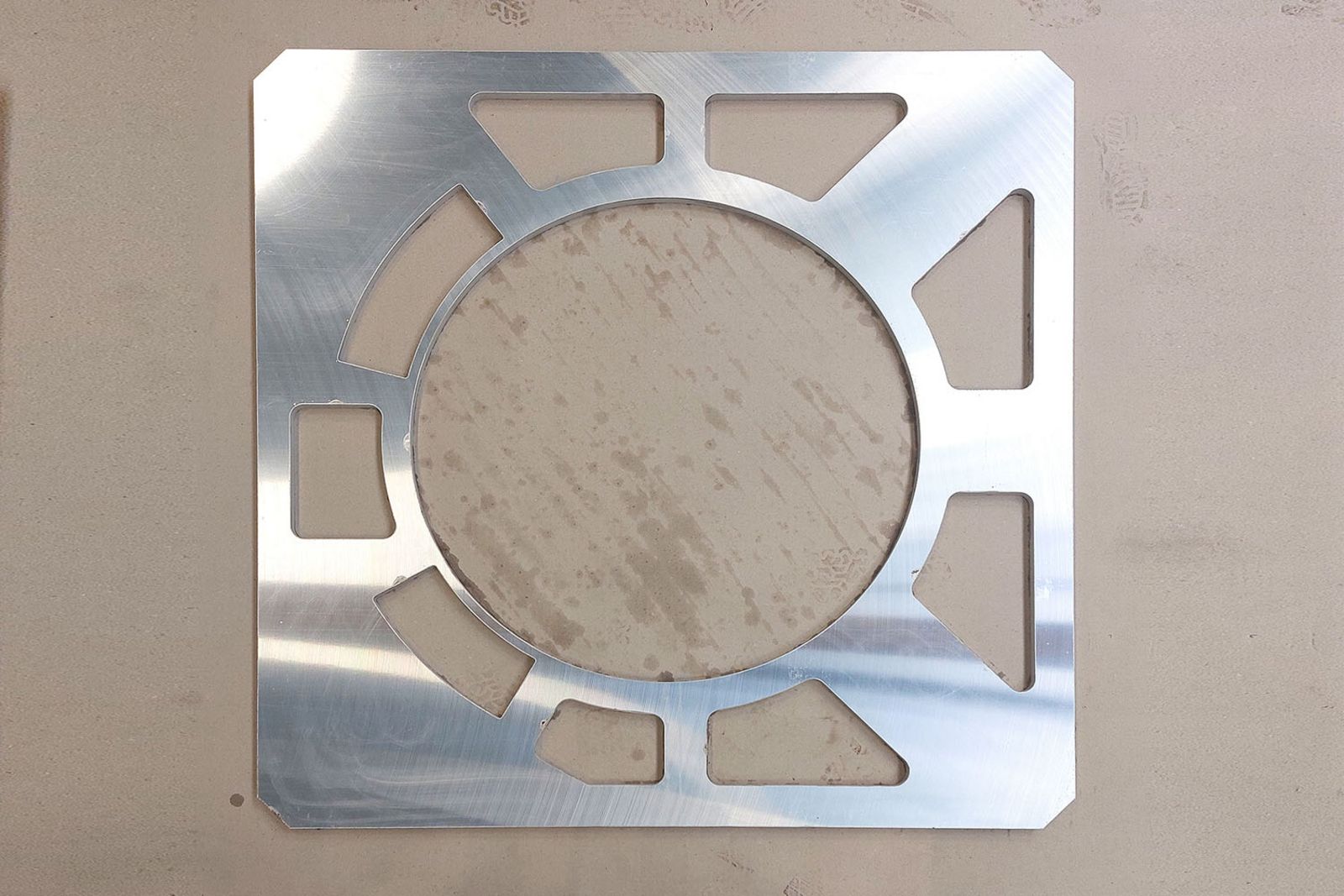
Wasserstrahlschneiden bietet sich speziell dann an, wenn die Konturen besonders komplex werden, wie beispielsweise bei Zahnrädern oder auch für Teile, die eine anschließende mechanische Bearbeitung durchlaufen. Die massive Bauweise sorgt für Stabilität und Präzision und dank der Kragarmbauweise bietet unsere Abrasiv-Wasserstrahlanlage Bearbeitungsfläche von 6000 x 2500 mm.
maximale Bearbeitungsgröße:
6000 x 2500 x 200 mm
maximale Bearbeitungsdicke:
Werkzeugstahl & Edelstahl: 100 mm Dicke
Aluminium: 200 mm Dicke
Technik:
• 3-Achs Wasserstrahlanlage mit zwei synchron fahrenden Schneidköpfen mit Winkelausgleich
• Abrasivschneiden und Reinwasserschneiden
• 4000 Bar Wasser Druck
Toleranzen:
± 0,02 mm möglich
Qualitätsstufen:
Q1 bis Q5 (Vergleich siehe Fotos)
Q1 = beste Schnitt Qualität - langsam; sauberer gerader Schnitt
Q5 = schlechtere Schnitt Qualität - schnell; etwas unsauberer Schnitt
Einsatzgebiet:
• Zuschnitte aus Plattenmaterial
• Blech- und Tafelmaterial
• Bearbeitung vorgefertigter Materialien
• Zuschnitte nach Konstruktionszeichnung
• Prototypen- oder Kleinserienfertigung
• Ronden
• Ringe
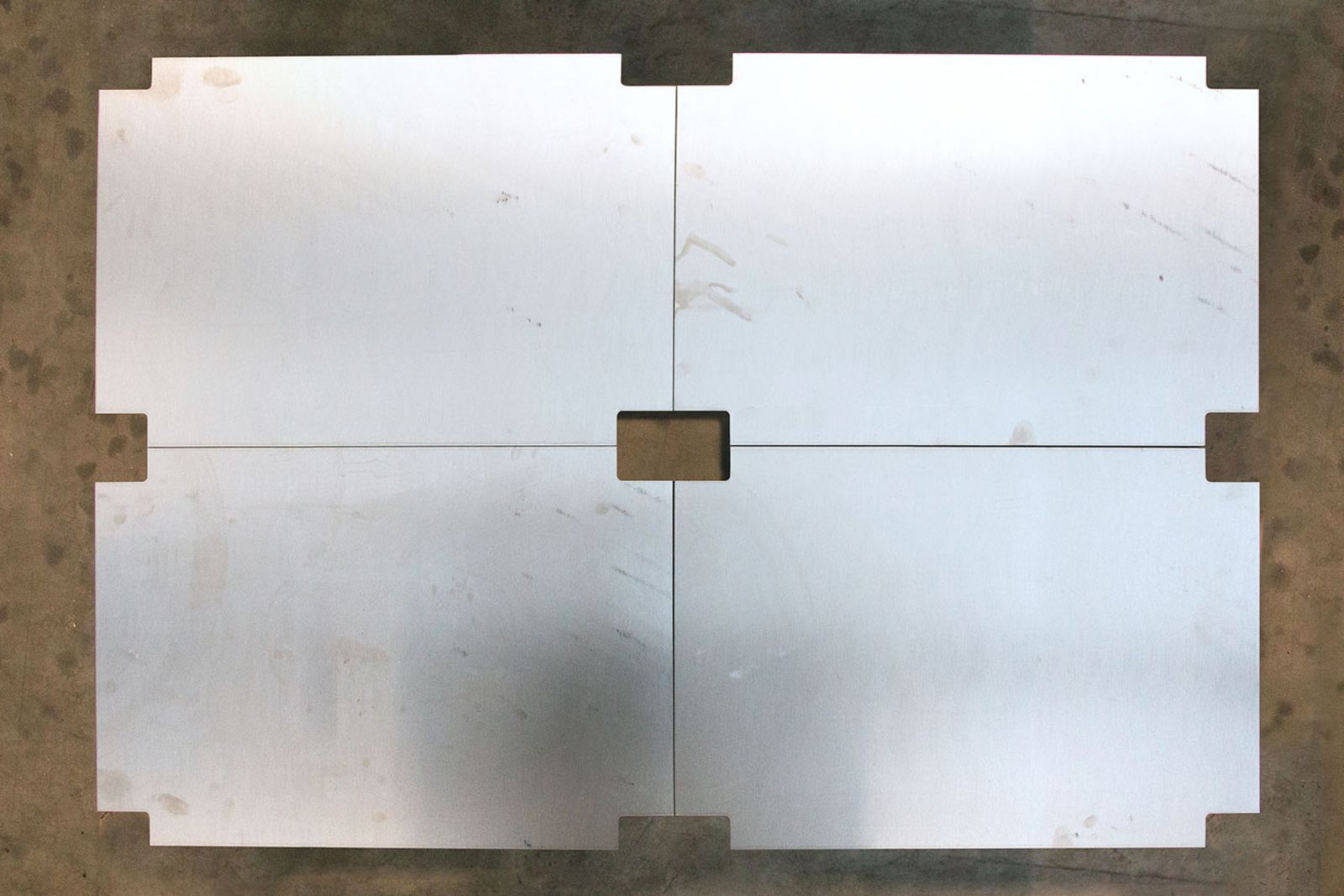
Durch den Einsatz von synchron fahrenden Schneidköpfen haben wir die Möglichkeit zwei Teile/Bauteile mit gleichen Konturen parallel zu schneiden.
Material:
• Stahl
• Edelstahl
• Werkzeugstahl
• Aluminium
• gehärteter Stahl
• Rundstahl
• Präzisionsflachstahl



Bei dieser Hightech-Technologie wird mit Hilfe eines extrem gebündelten Wasserstrahls und einem Wasser Druck von maximal 4000 Bar Material exakt, schnell & effizient geschnitten. Durch das Schneiden mit der Kraft des Wassers und einem Wasserstrahl ist nur sehr wenig Nachbearbeitung des Werkstückes nötig, was die Bearbeitungszeit verringert. Eine Wasserstrahlanlage funktioniert dabei immer nach demselben Prinzip: Wasser wird unter extremen Druck stark verdichtet zu einem Wasserstrahl und anschließend auf ein Werkstück gerichtet - mit oder ohne Abrasivmittel. Es gibt 2 Verfahren beim Schneiden mit einem Wasserstrahl: Das Reinwasserschneiden und das Abrasivschneiden.
Der Vorteil gegenüber „herkömmlichen“ mechanischen Verfahren ist die schonende Bearbeitung vom Material mit einem gezielten Strahl Wasser. Die Beschaffenheit des zu bearbeitenden Materials bleibt erhalten. Thermische Trennverfahren, wie z.B. Schneiden mit einem Laser, zerstören häufig Strukturen zu bearbeitender Werkstoffe. Durch den Schnitt mit dem Wasserstrahl wird das Material mit "kaltem Wasser" bearbeitet. Es wirken keine Temperaturbelastungen auf die Werkstoffe und somit entstehen keine Verbrennungen oder Verschmelzungen an den Schnittkanten. Auch Gefügeveränderungen oder Spannungen im Werkstück sind sehr selten durch das verzugsfreie und materialschonende Bearbeiten des Materials mithilfe eines kalten Strahl Wassers.
Der genau gesteuerte Strahl ermöglicht das Schneiden präziser Konturen mit extrem hoher Schnittgenauigkeit und Qualität. Durch den präzise gerichteten Wasserstrahl ist es möglich feinste Konturen oder auch kleine Löcher zu schneiden ohne das Material zu schmelzen. Präzise Schnitte mit einem Wasserstrahl bedeuten weniger Nachbearbeiten und weniger Nachbearbeiten bedeutet geringere Kosten.
Nahezu alle Materialien mit Hilfe eines Wasserstrahls schneiden
Auch wenn unser Fokus beim Wasserstrahlschneiden auf der Bearbeitung von Metall liegt, vor allem Stahl und Edelstahl und Aluminium, ist es möglich mit Wasserstrahlanlage nahezu alle Materialien mit ein und demselben Werkzeug, nämlich Wasser bzw. einem Wasserstrahl, zu schneiden.
Kleinserien und Prototypen
Aufgrund des geringen Werkzeugverschleißes und der dem ressourcenschonenden präzisen Schneidens mit Wasser ist der Schnitt mit dem Wasserstrahl besonders interessant für den Prototypenbau oder die Anfertigung von Kleinserien.
Das Schneiden mit Hilfe eines Wasserstrahls ist ein äußerst präzises Trenn- und Schneide-Verfahren. Dennoch ist die Genauigkeit beim Wasserstrahl-Schnitt von einigen Faktoren abhängig.
Je nach gewählter Vorschubgeschwindigkeit bemisst sich die Genauigkeit - je langsamer die Geschwindigkeit um so genauer wird der Schnitt. So sind beim abrasiven Wasserstrahlschneiden (für harte Materialien wie Stahl, Edelstahl oder Aluminium) Toleranzen von ± 0,1 mm möglich.
Es sollte auch berücksichtigt werden, welche weiteren Arbeitsschritte dem Wasserstrahlschnitt folgen. Je genauer der Schnitt werden soll, umso langsamer muss die Maschine schneiden - je langsamer die Maschine schneidet, umso weniger wirtschaftlich ist es. Schneidet die Maschine schneller, könnte ggf. eine Nachbearbeitung notwendig sein. Ist eine weitere Bearbeitung ohnehin vorgesehen, könnte es sich somit wirtschaftlich lohnen die Geschwindigkeit zu erhöhen und die höhere Toleranz "in Kauf" zu nehmen.
Wie dick ist der Werkstoff? Je dicker das Material ist, umso mehr kann der Strahl beim Schnitt abweichen und der Schnittwinkel muss angepasst werden. Beim Abrasivschneiden (für harte Werkstoffe) kann der Schnittwinkelausgleich bis zu 2° betragen. Beim Reinwasserschneiden (für weiche Werkstoffe) z.B. weniger als 1°. Je größer dieser Schnittwinkelausgleich, umso höher wird die Toleranz beim Schnitt.
Ja.
Unsere Maschine ist eine Abrasiv Wasserstrahlanlage mit Bearbeitungsmaßen 6200 x 2500 mm.
Das Reinwasserschneiden, also das Schneiden ausschließlich mit Wasser, ist hervorragend geeignet zum Trennen und Schneiden von eher weichen Materialien, wie z.B. Gummi, weichem Kunststoffe, Papier oder Schaumstoff.
Um auch härteres Material, wie Stahl, Edelstahl oder Aluminium schneiden zu können, muss man Abrasivschneiden. Hierbei wird dem Wasserstrahl ein Schleifmittel, sog. Abrasivsand hinzugefügt, das aus speziell veredeltem Sand besteht, z.B. Granat. Anschließend trifft das Gemisch aus Wasser und Sand auf das zu schneidende Werkstück. Für Stahl ist ein Wasserstrahl Schnitt bis zu einer Dicke von bis zu 200 mm möglich.
Die 5 Qualitätsstufen definieren die Oberflächenqualität beim Wasserstrahlschnitt. Q5 ist die niedrigste Stufe, Q1 die feinste Stufe. Je höher die Qualität beim Schnitt, desto glatter und feiner ist die Rauheit der Oberfläche an der Schnittkante. Die Wahl der Schnittqualitität hängt von verschiedenen Faktoren und Anforderungen an das Material ab. Je präziser und enger die Toleranz sein soll, desto feiner und genauer sollte die Schnittqualität gewählt werden.
Q1
Perfekt für präzise Maßanfertigung oder Konstruktionsteile mit hoher Genauigkeit.
Feine Schnittkante, geringe Toleranz, langsame Schnittgeschwindigkeit
Q3
Perfekt für allgemeine Anwendungen mit gutem Preis-Leistungsverhältnis und solider guter Schnitt- und Kantenqualität.
Schnittstriemen leicht erkennbar, Schnittkante sauber
Q5
Perfekt für grobe Schnitte oder Trennschnitte, wenn die Kantenqualität keine wichtige Rolle spielt oder eine nachträgliche Bearbeitung geplant ist.
Raue Schnittkante, größere Toleranz, schnellere Schnittgeschwindigkeit
Wasserstrahlschneiden bietet vor allem thermische Vorteile gegenüber dem Laserschneiden. Zu starke Wärmeeinflüsse können negative Folgen für das Endprodukt haben. Bei Schneiden mit Wasser entsteht keine Wärme beim Schnitt. Speziell bei Stahl können spitz zulaufende Konturen oder sehr feine und filigrane Konturen (z.B. bei Zahnrädern) beim Schnitt mit Lasern in den Randzonen verhärten. Es können unerwünsche Materialveränderungen auftreten. Durch den Wasserstrahlschnitt entfallen diese thermisch bedingten Materialveränderungen wie Verformungen oder Randzonenverhärtungen und die Nachbearbeitungszeit kann reduziert werden oder fällt oftmals sogar ganz weg.
Um die Einrichtungszeiten an der Wasserstrahlschneidanlage so kurz wie möglich zu halten, sollten idealerweise Vektordateien verwendet werden im Format .dxf, .dwg, .step oder .eps.
Ungeeignet sind reine Bildformate wie .jpg, .tif oder .bmp.
.pdf Formate sind u.U. möglich. Fragen Sie nach - wir prüfen die Datei gern auch im Vorfeld.
Kontaktieren Sie uns gern, wenn Sie Fragen zu Ihrem Dateiformat haben unter der Telefonnummer 06226 / 933 330
oder per E-Mail. Wir beraten Sie gern!